





产品中心
PRODUCT CENTER




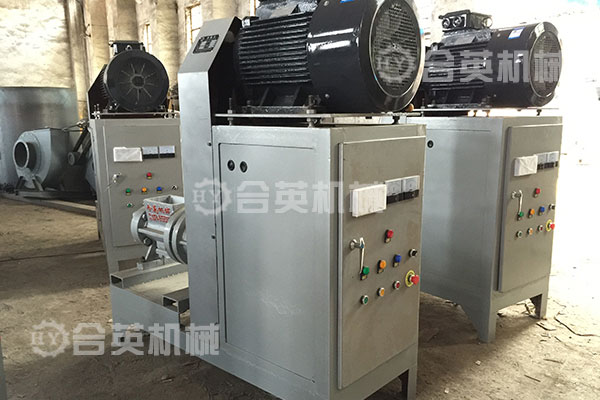
如何控制制棒机设备温度 制棒机加热圈温度如何控制
制棒机设备是生产机制木炭的重要环节,其也需要引起用户的重视,主要是制棒机设备生产温度的把控是非常重要的,用户在操作制棒机设备制棒的时候需要注意这样才能保证制出的薪棒质量好,那么如何控制制棒机设备温度?制棒机加热圈温度如何控制?
如何控制制棒机设备温度?
制棒机设备成型筒的温度一般控制在260oC-300oC比较合适。温度高低主要决定于原料。我们应该知道,对原料加温的目的是使木质素软化增加粘度,以便高压成型。若温度过高,则原料软化过度,出棒速度虽快,但棒不结实,发软。若过低,则原料粘度差,棒也不结实,易形成断层裂缝。故我们要反复摸索制棒的温度在什么范围内合适。一般说来,竹木原料的制棒温度较低,掌握在260oC-300oC为宜,秸杆、稻壳可选择300oC-320oC。当然其温度的选择也得考虑原料的实际含水量,用同一种原料制棒,其温度也有差别,主要靠操作人员灵活掌握。另外,棒外表面的颜色不必太深,棕黑色即可。
制棒机加热圈温度如何控制?
制棒机设备锯末制成生棒是由高温高压一次成型,高压是通过内部螺旋挤压下成型,高温通过外部加热圈提升温度,来保障生棒外部氧化层。制棒机设备的加热圈在工作的时候,没有被加热到很红的状态时,加热太慢的话,一开机温度猛降,进而就会出现卡死等现象。当制棒机设备生产出现此种现象的时候,就需要先检查加热圈工作电压是否如何规定,是220伏的还是380伏的,一般380伏的加热圈接法是三角形的,而220伏的则是星形接法,只需要将电压接法改为三角接法即可解决问题。很多人不知道加热圈在木炭机中有什么作用,制棒机设备加热圈的作用就是把成型的机制木炭棒进行表面硬化,硬化之后就可以增加机制木炭的成品率和质量,这样就会增加机制木炭机生产线的生产效率,合英制棒机设备采用了三个加热圈,以满足生产需求,这样做的方法就能够很好的让木炭表皮进行一次硬化,进而更快的提升机制木炭机生产效率和生产品质。
以上是制棒机设备制棒时应控制的温度和加热圈温度的控制,温度的控制能够直接影响机制木炭质量,所以用户在操作制棒机设备制棒的时候要控制好温度,这样才能保证制出的薪棒不会碎。
温馨提示:本文为本站原创(翻译),转载分享请注明:本文转自:合英机械小编。
本文链接:http://www.ihyjx.com/3/787.html
 地址:河南省郑州市巩义市产业集聚区创业大道与E23交叉向东800米路北
地址:河南省郑州市巩义市产业集聚区创业大道与E23交叉向东800米路北 电话:0371-66552813
电话:0371-66552813 传真:0371-66552813
传真:0371-66552813 手机:18538104258(袁经理)
手机:18538104258(袁经理) 邮箱:47330090@qq.com
邮箱:47330090@qq.com 公司简介
公司简介
